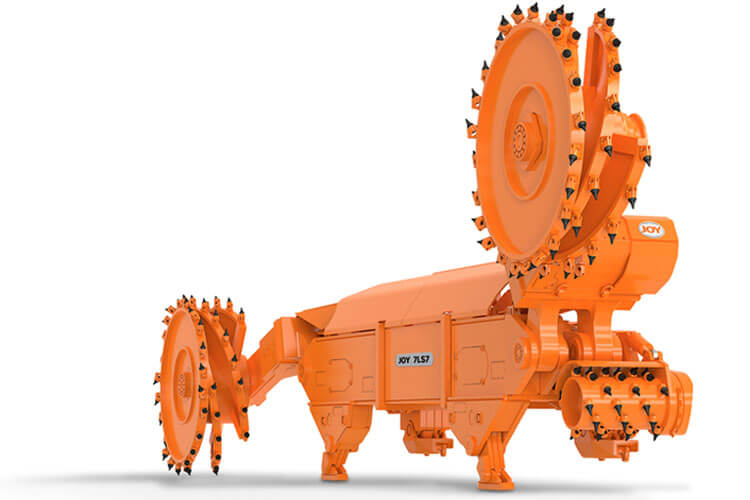
采煤工作条件多样、环境复杂恶劣,采煤机在地质条件复杂的工作面上,齿轨轮通过与刮板运输机销的啮合,驱动采煤机在刮板运输机上往复运动,从而实现采煤机的切煤和装煤工作。齿轨轮传动系统为低速重载开式传动,润滑条件差,粉尘严重。
因此,采煤机在工作中经常出现故障,导致采煤机不能正常行走,影响正常生产。因此,研究采煤机齿轨轮故障的原因,采取合理的预防措施,提高采煤机齿轨轮传动的可靠性,对提高齿轨轮质量具有重要的指导意义。
一、采煤机齿轨轮失效形式
采煤机齿轨轮在使用过程中,经常会出现断裂失效、磨损失效、剥落失效、变形失效等情况。
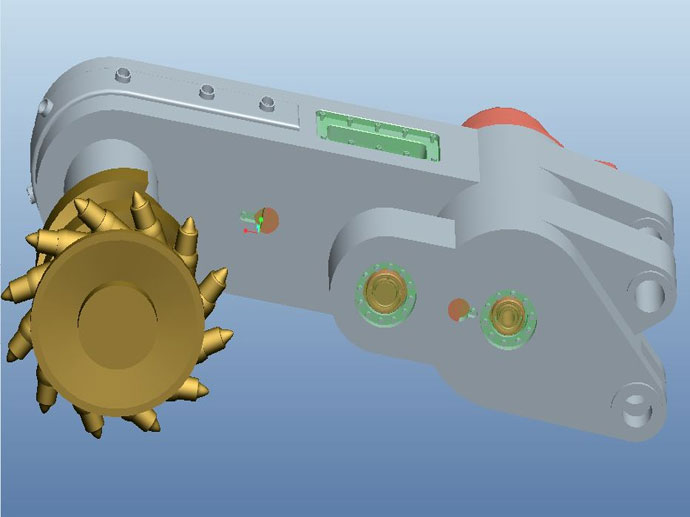
在断裂失效方面,齿轨轮的断裂部分经常发生在齿轨轮节与齿根的连接处,断裂相对平整。一般断口表现为一次性脆性断裂,并伴有齿面节圆部位磨损,如图1、2所示。


在磨损方面,齿轨轮属于开式传动,环境恶劣,常见的磨粒磨损,齿面和齿顶经常被磨光,如图3、4所示。


在变形和剥落方面,齿轨轮在使用过程中经常受到冲击载荷的影响,表面的硬化层已经剥落。随着硬化层的严重剥落,齿轮宽度变窄,容易弯曲变形,如图5、6所示。


二、齿轨轮失效原因分析
2.1齿轨轮和销排的传动特性分析
采煤机齿轨轮与销排之间的啮合属于开式传动,适用于低速、重载、多尘、润滑性差的工作环境。从理论上讲,这种传动属于非共轭啮合,其传动比不是恒定的,特别是在销排和销排之间的连接处,会使齿轮卡住,弯曲应力立即增加,严重时可能导致齿轨轮异常断齿。
2.2齿轨轮受力状况分析
采煤机工作时,由于齿轨轮和销是非共轭啮合传动,压力角和法向力随啮合点的变化而变化,牵引力也发生变化。当齿轨轮上的力超过材料的强度时,会导致齿轨轮断裂。
齿轨轮和刮板运输机的销采用近似机架啮合原理,实现采煤机的前进。导向滑靴对采煤机起着引导和支撑作用。由于采煤机很重要,在使用过程中,导向滑靴的内表面与销、排表面发生滑动摩擦,导向滑靴容易磨损,当导向滑靴的上表面磨损过大且未修复时,采煤机会下沉,导致齿轨轮中心与销、排球啮合线之间的距离变小,导致齿轮干涉或断齿。
2.3齿轨轮齿形分析
齿轨轮的齿形对齿轨轮的传动起着非常重要的作用。如果设计不合理,不仅会影响齿轨轮的使用寿命,还会影响采煤机的稳定性和刮板运输机的使用寿命。目前,采煤机齿轮的齿形主要分为渐开线型和摆线型。渐开线型分为准渐开线型和纯渐开线型;摆线型主要分为摆线型和准摆线型。根据相关数据分析,详见表1。传动效果从好到坏的顺序是摆线型。准摆线型。渐开线型。

2.4齿轨轮材料选择分析
采煤机采用不良工矿,齿轨轮与销排啮合时有煤粉和煤矸石粉,属于无润滑开式传动。同时,采煤机有时会通过断层,切割煤矸石,或者在齿轨轮过销的连接处,随着销排磨损节距的变化,齿轮往往受到较大的冲击载荷,瞬时峰值载荷可高达额定功率的几倍。因此,要求齿轮的材料不仅具有良好的耐磨性,而且具有良好的抗冲击性能,即齿轮需要具有较高的接触疲劳强度。根据齿轮的实际使用情况,一般选用WC=0.10%~0.25%的高淬透性低碳合金钢,以保证齿轮的心部具有足够的韧性和塑性。
2.5齿轨轮热处理工艺分析
齿轨轮的使用条件决定了它们的表面应该是耐磨的,并且具有良好的心脏韧性。目前齿轨轮选用的材料是低碳合金钢20cr2ni4a、18cr2ni4wa、17cr2ni2moa等。常用的热加工工艺有:锻造→正回火→渗碳淬火。其常见的热处理组织缺陷为粗锻组织遗传、内氧化、表面非马氏体组织、粗碳化物、粗马氏体和大量残留奥氏体。
这些不良的组织缺陷会导致齿轨轮的冲击韧性。耐磨性。弯曲疲劳强度降低,容易使齿轨轮早期失效。
三、齿轨轮失效预防措施
3.1齿轨轮齿形设计与销排啮合方面
首先,采用三维模拟软件,设计合理的齿轨轮齿形。例如,通过有限元建模分析,模数为40mm的齿轨轮应为摆线,其速度波动比。加速度波动比最小,使齿轮与销的啮合更加稳定;
其次,改变销排的连接方式,提高销排的加工精度,减少销排的加工尺寸误差,减少销排连接处的节距变化,设计合理的浮动销排,利用浮动销调节节距的作用,使销排与齿轨轮啮合的实际中心距离接近恒定,使两者的啮合趋于更加稳定,减少齿轮的冲击载荷,防止齿轮卡住;
最后,及时更换磨损的导向滑靴。导向滑靴的磨损使采煤机下沉,导致齿轨轮中心与销、排的啮合线之间的距离缩短,导致齿轮的干扰,导致早期断裂失效。
3.2齿轮选材及热处理工艺方面
(1)齿轨轮选材
齿轨轮主要是低速重载,使用环境差,一般尺寸大,冲击载荷大。根据齿轮的实际情况,一般选用合金渗碳钢,不仅要考虑齿轮渗碳淬火后齿面和心脏的机械性能,以满足低速重载的服务条件,还要考虑钢材的热处理工艺周期和成本。
目前,齿轮材料主要包括20cr2ni4a钢、18cr2ni4wa钢、17cr2ni2moa钢等。它们的共性是淬透性好,都是高合金渗碳钢;根据材料的力学性能和淬透性分析,18cr2ni4wa钢具有最佳的综合力学性能,适用于制造尺寸较大的齿轮,具有最佳的弯曲疲劳强度和耐磨性;就材料的市场价格而言,18cr2ni4wa钢的价格最高;就热处理工艺成本而言,17cr2ni2moa周期短,成本最低。因此,应结合齿轮的尺寸和使用条件,选择合适的齿轮材料,并对所选材料的非金属夹杂。
(2)齿轨轮热加工工艺方面
首先,要严格按照锻造工艺,选择合理的锻造比例和锻造流线,以获得均匀优化的齿轮锻造流线,制定合理的初始锻造和最终锻造温度,采用复杂的预备热处理,消除粗锻组织和混晶组织,防止组织遗传,避免在随后的渗碳淬火过程中产生粗马氏体和异常组织,降低齿轮的冲击韧性。
其次,采用合理的渗碳淬火工艺,使表面渗碳层的碳浓度为0.85%~1.00%,渗透层中的马氏体和残留奥氏体等级为2~3,表面的氧化层等级为1~3,粒度等级为7~8,从而获得合适的有效硬化层深度和心脏硬度。
简而言之,齿轨轮是采煤机的易损件,应根据其故障原因,采用合理的齿形设计。材料的选择。加工和热加工工艺,以提高齿轨轮的使用寿命。
来源:矿机之家
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。 联系方式:services@kjzj.com