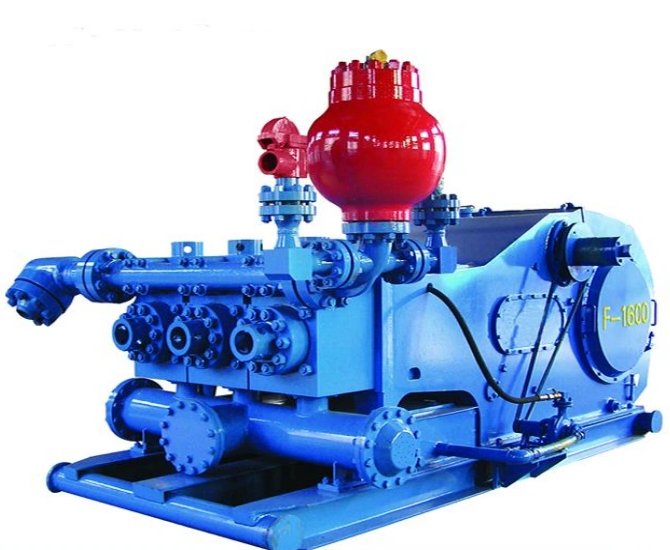
一次风机是火力发电厂锅炉系统的重要辅机设备,对于循环流化床锅炉,主要起流化燃料的作用,对于煤粉炉,主要起输送燃料作用。一次风机能否稳定运行将直接关系到锅炉系统乃至整个发电厂的稳定性。印尼BAYAH电厂是一座容量60MW的循环流化床燃煤自备电厂,采用的一次风机为离心式通风机,风机驱动电机采用的是三相绕线式异步电动机,采用的启动方式为转子串接电阻,配置了一套液体启动柜。该台一次风机在单机试车时就存在着振动值超标的问题,且风机驱动电机滑环U相在运行中发生过剧烈打火故障现象。以下对这两问题的分析与处理作一介绍。
1、故障现象分析
一次风机主要性能参数见表1,其驱动电机主要性能参数见表2。风机振动值出现超标后,风机厂家服务人员在场时采用压铅法调整非固定端轴承箱和轴承外圈的顶间隙和加固机壳混凝土基础的方法进行了处理,风机振动有所好转,运行中的振动值控制在标准范围之内且接近标准值,但并不是很理想。厂家的处理方法主要针对风机壳体采取措施,从而抑制风机壳体及轴承振动,没有找出风机振动的根本原因(即风机转子动平衡),属于治标不治本。



2018年9月,该一次风机驱动电机滑环U相(最外一环)在运行中发生剧烈打火,停机检查后发现U相9只碳刷已经磨损掉3/4(见图1),滑环上出现大量麻点与划痕。将滑环打磨处理后,装上新碳刷重新开机,打火现象依然存在,且碳刷磨损速度极快,1.5h左右磨损掉1/3。滑环打火问题看似电机本身问题,但却与风机振动有着因果关系,正是因为风机的振动偏大造成驱动电机转子尾部轴端产生摆动,使U相滑环摩擦不均,进而造成滑环圆度发生变化,随着时间的推移不断恶化。通过拆除风机联轴节、空转电机的方式也验证了上面的推断。至此,分析滑环与碳刷打火以及风机振动的原因如下:
(1)风机自身缺陷,动平衡有瑕疵;
(2)长期运行中风机转子产生的积灰、磨损、锈蚀等造成转子动平衡进一步破坏;
(3)风机振动通过传动轴传导至电机尾部,造成电机尾部轴端产生径向摆动;
(4)电机尾部轴端的径向摆动产生摩擦不均,破坏了滑环圆度;
(5)滑环圆度的破坏造成碳刷与滑环的接触不良而打火,打火会破坏滑环表面光洁度,进而会加剧碳刷的磨损,由此形成了恶性循环。当碳刷磨损至2/3以下时,碳刷的卡簧将失去下压作用,碳刷与滑环形成“虚接”状态,出现猛烈打火。
2、“三点法”找风机转子动平衡
转子不平衡是由于转子部件质量偏心或转子部件出现缺损造成的故障,造成转子不平衡的具体原因很多,按发生不平衡的过程可分为原始不平衡、渐发性不平衡和突发性不平衡等几种情况。原始不平衡是由于转子制造误差、装配误差以及材质不均匀等原因造成的,如出厂时动平衡没有达到平衡精度要求,在投用之初,便会产生较大的振动。
渐发性不平衡是由于转子上不均匀结垢,介质中粉尘的不均匀沉积,介质中颗粒对叶片及叶轮的不均匀磨损以及工作介质对转子的磨蚀等因素造成的。转子找动平衡的目的是为了消除动不平衡,使转子转动平稳,所产生的振动值在允许范围之内。为了达到这一目的,通过找动平衡的方法,确定不平衡重量的大小及所在位置。
转子找动平衡的方法有许多,主要有:(1)画线法,(2)画线计算法,(3)两点法,(4)三点法,(5)闪光测相法等。其中“三点法”具有方法简单、经济适用的特点,需要用到的材料和工具有:测振仪、电焊机、台秤、直尺、圆规、配重块、三角板、焊条、石笔、计算器、角磨机,电脑及CAD软件等。
在找动平衡前,首先通过查阅图纸得到一次风机转子半径D,通过计算得出转子外圆周长C。C=ΠD(1)
将转子外圆周C分成3等分,即在风机叶轮边缘上随机确定一点,用石笔作记号,标记为“1”,逆时针旋转120°确定第二点标记为“2”,以第二点为基点再次逆时针旋转确定第三点标记为“3”。
用台秤称重获得三块重量完全相同的配重块M₁、M₂、M₃,M₁=M₂=M₃。
将配重块M₁点焊在风机叶轮边缘点1上,焊接量尽量少,保证风机旋转时不脱落即可。并通过计算得到消耗掉的焊条重量Mw₁,则加在点1上的配置块总重量为:M=M₁+Mw₁(2)
关闭检修门启动风机,使用测振仪快速测出风机的最大振动值V₁,停止风机,用角磨机将点1上配置块打磨取下,并将转子上焊疤磨平。使用相同的方法取得点2加装配重块时的风机最大振动值K,和点3加装配重块时的风机最大振动值K₃。
在纸上或是电脑上以O点为圆心,V₁、V₂、V₃为半径画三段圆弧,在圆弧上分别取三个点A、B、C,要求三点组成一个等边三角形,即AB=BC=AC,等边三角形的中心点为O’,以O’为圆心画出等边三角形△ABC的外接圆,连接OO’与圆O’相交于点S,点S即为应加平衡配置块的位置,量出∠SO’A计算出AS的弧长,按照图纸与风机转子的比例确定点S在转子实物上的实际位置,画图及计算方法如图2所示。平衡配置块的重量:m=M·OO’/AO’(3)
配重块m重量包含焊接时使用的焊条重量。

")
平衡配重块焊接完成后关闭检修门,启动风机,测量风机振动值,重找风机转子动平衡前后风机振动值比较见表3。
从表3中可以看出转子找动平衡前后,风机和驱动电机的轴承振动情况得到很大改善,振动值低于规范要求。
3、工装车削式在线修复电机滑环
大型绕线式异步电动机滑环的圆度和表面光滑度是滑环性能的重要指标,一般情况滑环跳动允许值要求≤0.05mm。在本次一次风机设备故障中,滑环实测跳动为0.4mm,超过标准值8倍,必须要对滑环进行修复。
传统滑环修复方法是将滑环拆下,送至加工厂修复完后再重新装配。由于滑环在电机制造厂安装时采用的是热套,而拆卸滑环需要使用专用工具进行冷拔,难度极大,且拆卸过程中极易损伤滑环绝缘,造成二次损伤,另外传统修复方法实施周期较长,耽误更多的生产时间。
经过比较确定采用“工装车削法”对受损滑环进行在线修复,该工法具有省时、省力、精度高的优点,从准备工作到清理恢复碳刷可在20h内完成,省去了拆装滑环的繁琐工作,加工的精度可控制在0.04mm以内。
工装车削式在线修复滑环的施工程序为:拆除风机联轴节→安装盘车电机→拆除碳刷及碳刷支架→安装车床托板→安装车床→安装车刀→车削→检验合格→拆除工装→结束。盘车电机的速度不宜太快,本次使用的是6级三相交流异步电机,通过皮带与主电机连接。
安装车床托板可充分利用电机的底座、外壳等作为支撑,通过螺栓和焊接的方式进行固定,工装拆除后需要将设备上的焊疤打磨清理干净。车刀选用硬质合金刀,车刀的切削深度和走刀量由人工控制,对操作人员的技术要求较高。最终根据实际工况三相滑环车削的深度分别为0.9mm、0.7mm、0.2mm,修复后的滑环最大跳动1.5丝(0.015mm),优于规范要求的5丝,电机开启后无异常现象。
综上,“三点法找风机转子动平衡”和“工装车削在线修复电机滑环”的成功应用,解决了一次风机振动和电机滑环打火故障,目前电厂一次风机运行稳定。风机和电机属于通用的机械和电气设备,在电厂、水泥厂等工业领域应用广泛,此类工法在处理类似问题上具有很强的实用性和经济性,推广后必定能够创造较大的经济效益。
来源:备件网
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。 联系方式:services@kjzj.com