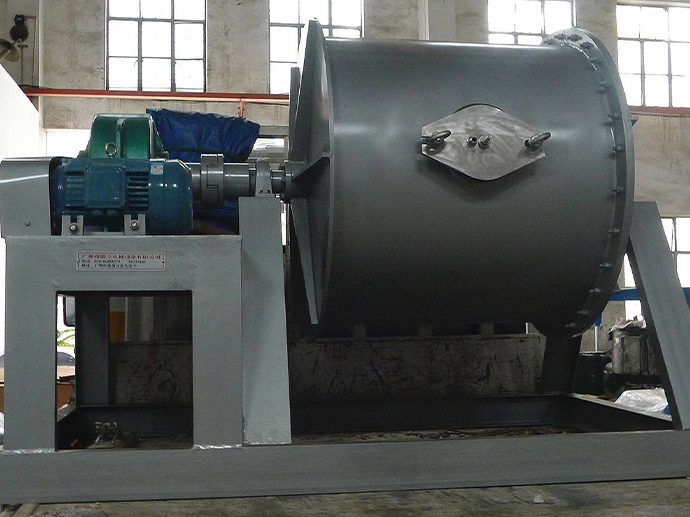
选矿球磨机是矿业,化工企业生产系统的主要设备;按照粉磨方式分干式球磨机和湿式两种型号,按照出料方式分为格子球磨机和溢流球磨机,广泛应用于铁矿,锰矿,锑矿,金矿等选矿企业。
球磨机主要由简体、进出料端盖、主轴承、进出料衬套、传动大、小齿轮和电机等动能设备组成。球磨机端盖是球磨机的关键件之一,其结构相对复杂,加工制造周期长、要求的加工和装配的精度高,所以在编制工艺路线时要充分考虑其工艺性。

球磨机端盖的结构一般分为整体式的和分瓣式的两类。整体式的一般指的是一体的,整体铸造;而分体的主要考虑到吊运、运输等因素将其分为两瓣、四瓣甚至多瓣。
整体式端盖
整体式端盖首先按毛坯的均匀性划全线,如无问题粗车大端、小端各面及内锥面,按技术要求对轴颈处和轴肩区做超声探伤,对有缺陷处进行精整,半精车轴颈处留磨量,其余各面精车好。对轴颈和轴肩区进行磁粉探伤,用砂带磨磨轴颈达图要求,钻其余各孔达图要求。整体式端盖在加工过程中主要注意的技术要点是端盖的轴颈,球磨机一般采用的是静压轴承,而轴颈是主要的接触面,尺寸、粗糙度和形位公差要求都很严格,轴颈区的端面跳动和径向跳动要求在0。05mm内,表面的粗糙度要≤0。8um,对于这种要求我们采取的措施是通过车工序保证尺寸和形位公差,在精加工时轴颈区留磨量,最后用砂带磨抛光来保证轴颈区的粗糙度。由于砂带磨在磨削过程中始终处于柔性状态,不仅能降低表面的粗糙度达到图纸要求还能不改变形位公差。如轴颈在精加工后出现零星的小的缺陷。要将缺陷磨开,再用氩弧焊焊好。最后用油石磨好,如果存在高点,球磨机在现场运转过程中会将支撑它的轴承瓦研坏。

分瓣式端盖
分瓣式端盖一般由二瓣、四瓣甚至多瓣组成,但两瓣的居多。一般的工艺流程为:划线--粗铣结合面钻把合孔—钳工序把合归圆一粗车各加工面-拆开精铣结合面一钻铰各把合孔及定位销控达图纸要求一精车各面达图纸要求一钻法兰及锥面上各空达图纸要求。(具体还要根据端盖所分的瓣数及端盖的具体大小尺寸安排一次或多次半精加工)。由于是多瓣的端盖,所以重点就是如何控制结合面的变形和把合孔及定位销孔的加工及内外锥面的厚度。

1、如何控制结合面的变形
球磨机中端盖在球磨机运转过程中承受很大的交变载荷作用,尤其是多瓣的端盖。为了保证球磨机运转的平稳性,图纸技术要求中特意要求端盖的结合面间隙要≤0。05mm。如果结合面的变形控制不好也将直接影响定位销孔的正确定位。所以如何控制加工中结合面的变形也是多瓣端盖加工中需要解决的关键问题。为此,在加工过程中一定要采取结合面和端盖内外圆的粗精加工分开的方法,将工件经过多次把合、拆开,中间穿插多次铣削结合面和钻铰孔。并结合小吃刀量,提高铣削刀具的旋转速度,减少切削热,进而减小变形。提高表面的粗糙度和加工精度,由于铸造应力和加工内应力的存在,在粗加工精加工之间要安排人工时效或自然时效来有效的释放内应力,减小变形、稳定加工尺寸。
通过上述的措施可以有效的控制端盖结合面的变形,减小内应力,同时为后续结合面上把合孔和定位销孔的加工提供可靠的保障。

2、把合孔及定位销孔的加工
这里主要以两瓣的端盖为例,更多瓣的端盖同理。首先铣两件的结合面(留量),划钻其中一瓣的把合孔和销孔(留量),钳工配合精整结合面各处及把合孔使其中两瓣紧密贴合,保证各部分余量均匀,结合面上的错牙尽量小,用钻孔的一瓣号划另一瓣各孔的加工线,按号划的加工线钻另一瓣各孔,两瓣把合后走车工序,拆开精铣把合面,钻把合孔达图,铰销孔留量(一般留0。5mm左右,用于人工铰制),用加工好的一瓣号划另一瓣,根据变形的情况,孔位可适当调整,但需保证两件端盖相关的各孔及各部加工余量足够,钻铰被号划的一瓣端盖的把合孔。最后把合后同铰定位销孔。通过以上的措施保证了端盖各瓣的把合孔及定位销孔的加工及端盖正确把合。

3、端盖的内外锥面厚度的控制
球磨机端盖,其内外锥面的壁厚尺寸是球磨机端盖加工制造过程中的另一个重要尺寸,如果壁厚不均匀,会造成球磨机回转的偏载现象,严重影响球磨机的使用寿命,运转精度及安全性。对于整体形式的球磨机端盖,其内外锥面和外锥面的环带面均需要加工,通过采用合理的机械加工方法比较容易控制端盖内外锥面的壁厚尺寸。但是随着经济和技术的快速发展,大型球磨机的尺寸规格不断加大,受产品的制造、运输、安装等多种因素制约,大型球磨机的端盖等关键零件逐渐采用多瓣结构形式。一般的球磨机端盖,其外锥面为非加工毛坯面,由于受到多瓣结构端盖的铸造应力变形、加工误差等因素影响。相对于整体式端盖而言,控制分瓣端盖的内外锥面厚度的制造难度远远超过整体端盖的制造难度。这也是多瓣端盖加工中的关键所在。

为有效地控制多瓣端盖内外锥面壁厚尺寸的均匀性,应当从多瓣端盖的毛坯铸造、热处理和机加工工艺3个方面加以控制,采取合理的工艺措施。具体如下:
工艺措施:控制铸造毛坯质量,铸造时合理制定铸造余量,尤其注意其变形量。
控制热处理变形:在端盖进行热处理时,对工件的悬空部位进行必要的辅助支撑,使工件在热处理过程中受力均匀,可以有效控制因装卡不稳造成的热处理变形。机加工工艺措施:合理地确定加工基准。多瓣端盖的加工基准应选定为非加工外锥面。以外锥面为基准做整体划线检查,合理调配各加工表面的余量。各瓣端盖均以统一的划线基准进行组合加工内锥面。
综上,制定端盖合理可行的工艺方法和时刻注意在加工过程中的技术要点,不仅可以提高端盖的质量、降低成本、延长零件的使用寿命,也为球磨机安装和调试及日后的稳定运转打下了良好的基础。
来源:矿机之家
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。 联系方式:services@kjzj.com