


搜索
搜索发现 换一换
清除历史记录
发论坛
发产品
清除历史记录
发产品
1、制砂机工作时不稳定,容易左右晃动。
原因:易损件使用时间过长,磨损严重。石料入料时颗粒过大。叶轮流道有堵塞物。
处理方法:更换易损件,更换制砂机叶轮,在给料时减少物料粒度,取出堵塞物料,经常清洗破碎的腔体。
2、制砂机设备噪音大,声音怪异。
原因:异物进入砂磨机破碎腔内或齿轮间,砂磨机工作时发出异常声音。砂制机零件之间的连接螺栓松动,零件的活动互相碰撞而发出声音。
处理方法:停机检查,去除砂机内和齿轮间的异物。拧紧各部件的连接螺栓。
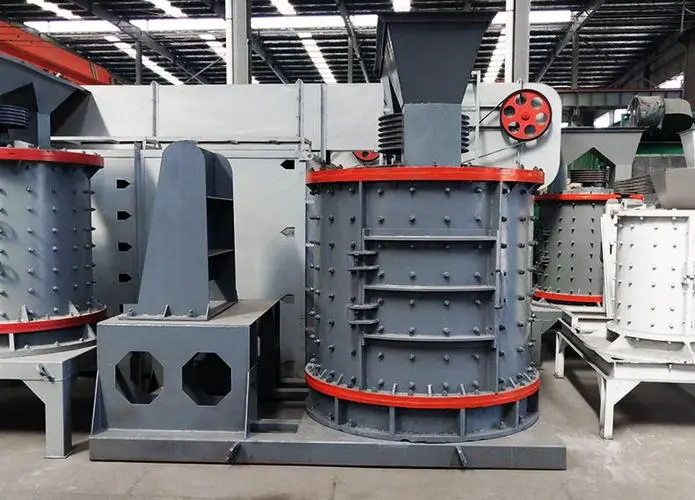
3、轴承发热或温度过高。
原因:轴承缺油,轴承内有粉末,轴承损坏。
处理方法:及时加油润滑轴承,清洗轴承内异物或更换轴承。
4、轴承运转不畅。
原因:砂制机轴承密封盖内材料及其他异物所致。
处理方法:打开砂制机的密封盖,清洁里面的材料和异物。
5、材料粒度变大。
原因:设备长时间运转,传动部三脚架松动。材料粒度太大。叶轮转速不合理,效率降低。
处理方法:
①调整三脚架的紧张度或更换三脚架。
②严格控制物料粒度,按标准供应物料。
③调节叶轮转速,达到合理标准。
6、制砂机的振动量突然增加。
原因:转子不平衡或地脚螺栓或轴承座螺栓松动。
处理方法:对转子不平衡重新安装板锥,转子应进行平衡校正。对于轴承螺栓松动的问题,应紧固地脚螺栓和轴承螺栓。
7、轴上、下密封圈损坏。
原因:轴套上下摩擦,引起盖底面过热,长期受损。
处理方法:用新的上下密封圈替换。

青春已去
为了保障您的个人隐私安全,电话号已做隐私处理,s后失效
请扫码电话咨询

 发布
发布


求购
发现感兴趣产品 点我联系
为您提供专业帮买咨询服务
热线电话19137640251
请扫码电话咨询


入驻
企业入驻成功 可尊享多重特权
入驻热线19149439976
请扫码电话咨询


客服
如遇问题 请联系客服解决

扫码联系微信客服
顶部